Характеристики и описание
- СостояниеНовое
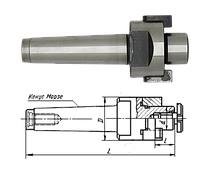
Оправка фрезерная ИСО40 под осевой инструмент с хвостовиком конус морзе 2
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40". В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.

| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
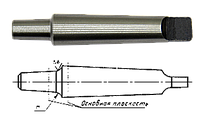
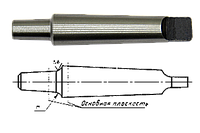
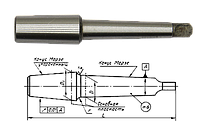
Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.

для сверл

для фрез
Был online: Вчера

100% положительных отзывов
10 лет на Prom.ua
100+ заказов
Отзывы о продавце
- Покупатель29.04.2024У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель04.04.2024У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель15.03.2024Хорошее обслуживание
- Покупатель10.03.2024Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель30.11.2023У этого отзыва есть только звездочки, но от этого он не менее хорош.
- Покупатель02.11.2023Швидко та якісно. Дякую!Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель29.10.2023Дуже задоволений сервісом. Чемний продавець. Товар відправили швидко в день замовлення. Величезний вибір ріжучих інструментів на будь-який смак. Рекомендую цей сайт.Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
- Покупатель28.10.2023Товар відповідає опису на сторінці, швидко обробили замовлення і відправили!Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиАктуальная ценаТовар был в наличии
- Покупатель28.10.2023Дякую за швидку доставку . Замовлення отримали своєчасно. Гарна якість і ціна . Будемо звертатися ще ! Рекомендую продавця.Хорошее обслуживаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная цена
- Покупатель28.10.2023Дякую за відмінний сервіс! Рекомендую.Хорошее обслуживаниеАктуальное описаниеБыстро связалисьБыстро отправилиВежливый продавецАктуальная ценаТовар был в наличии
Похожее у продавца
















Покупают вместе у этого продавца










Оправка ИСО40 с внутренним конусом КМ2
В наличии
10+ купили
1 200 ₴
- Оплачивай безопасно картой

Доставка
 Нова ПоштаУзнать дату доставки в
Нова ПоштаУзнать дату доставки в
Оплата и гарантии
 Безопасная оплата картойБез переплат
Безопасная оплата картойБез переплат
Prom гарантирует безопасность
Вернем деньги при отказе от посылки Наложенный платежНова Пошта, Самовывоз, Укрпошта
Наложенный платежНова Пошта, Самовывоз, Укрпошта
Похожее у других продавцов